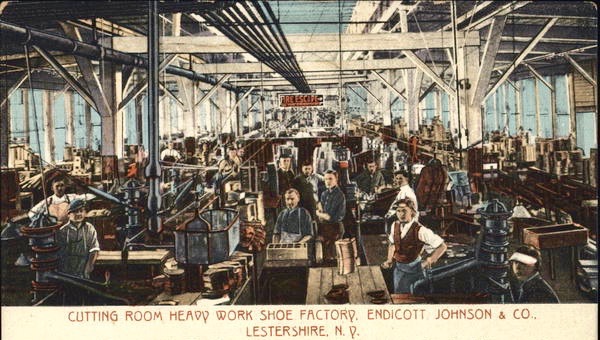
The Ideal Clicking Machines (ICM) shown in the illustration provide substantial cost savings over the old hand cutting method.
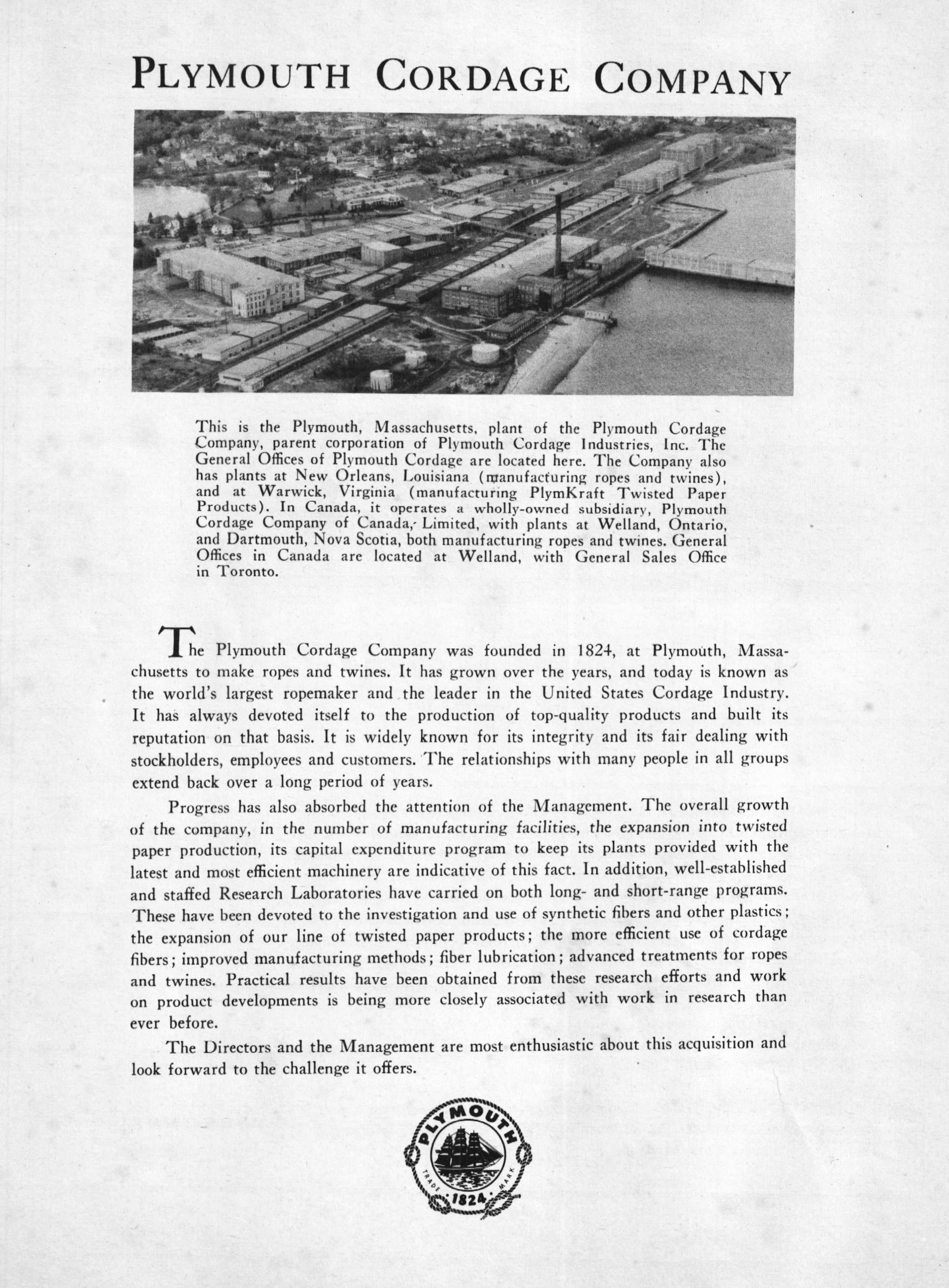
Plymouth Cordage Company creates Plymouth Cordage Industries (PCI)
On May 21, 1956 the Plymouth Cordage Company announced the incorporation of Plymouth Cordage Industries, Inc.
PCI, as the new subsidiary was called, was formed to acquire the J.C. Rhodes Co. and the W.W. Cross Co. from the United Shoe Machinery Corporation which had been forced by the courts to divest several companies after losing an antitrust case.
A note of interest - Ellis W. Brewster was Chairman of the Board of the Plymouth Cordage Co. and his son, William S. Brewster was CEO of the United Shoe Machinery Corp.


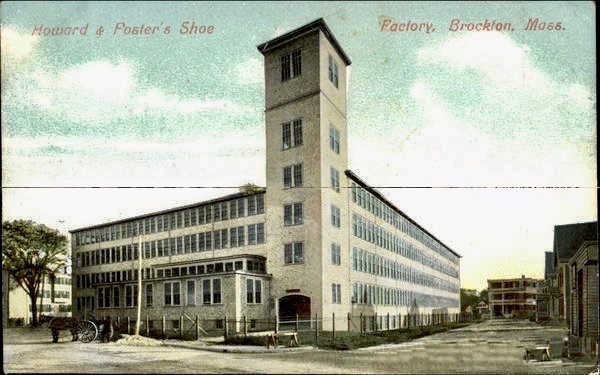
Plymouth Cordage Company aids Massachusetts' War on Rats
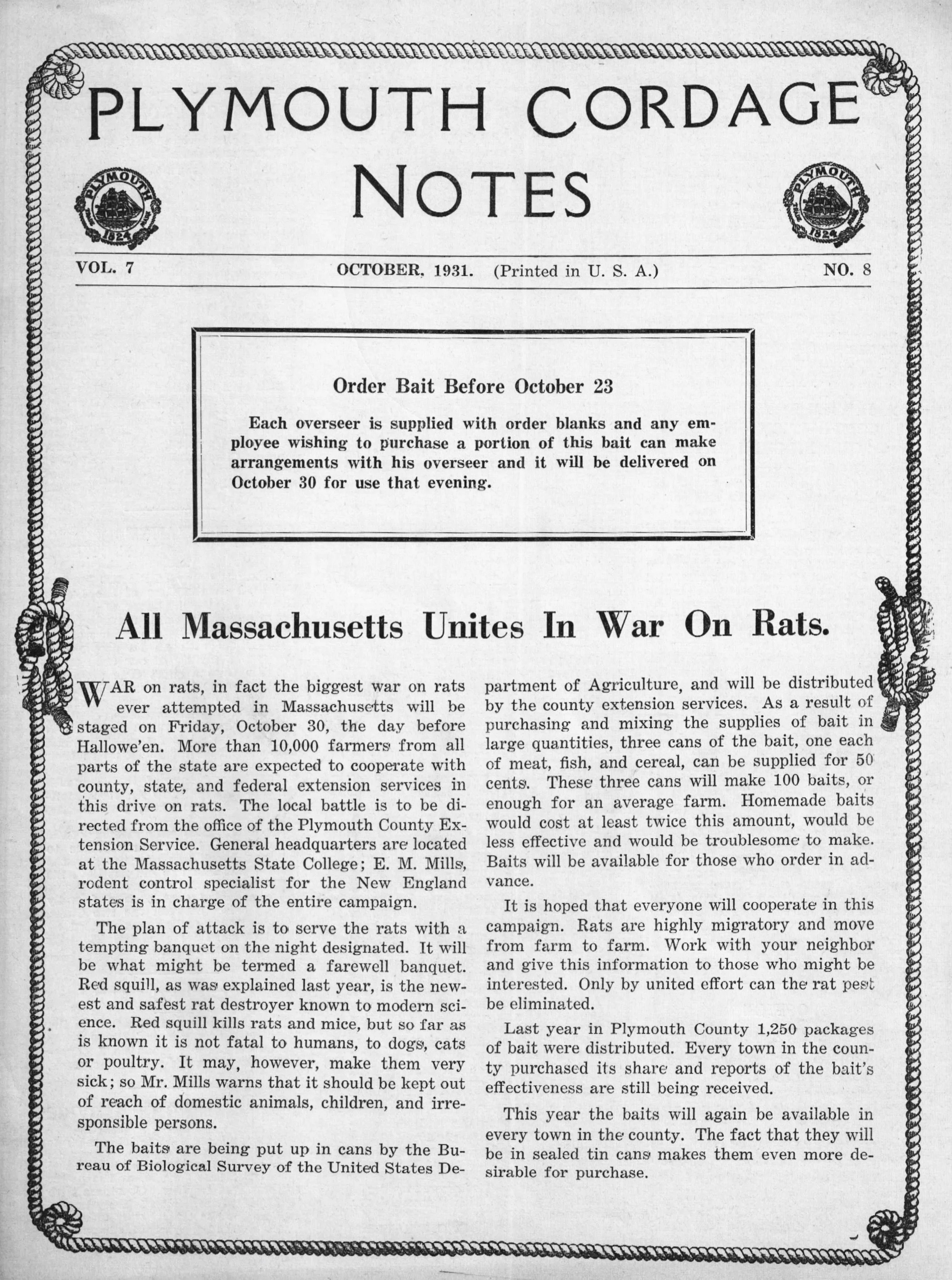
A. Lynn Shoe Factory in Lynn, MA
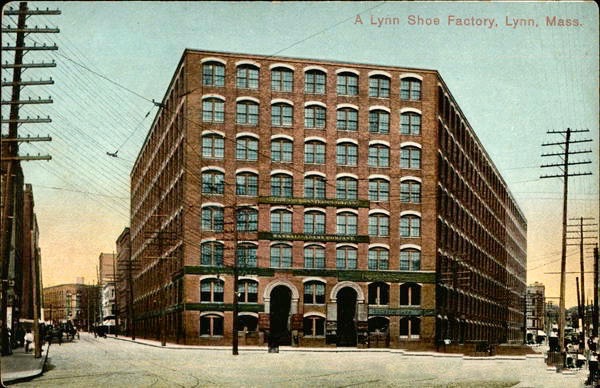
Cushman - Hollis Shoe Factory in Auburn, Maine
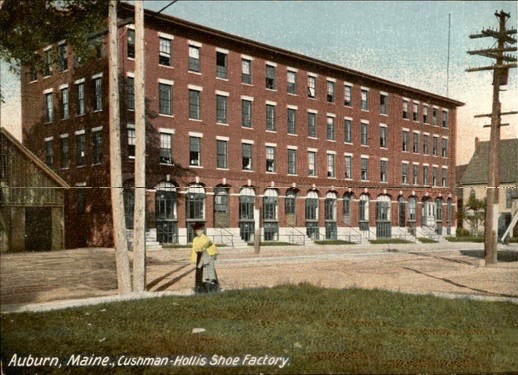
Howard & Foster Shoe Factory
The Howard & Foster Shoe factory in Brockton, MA. During the50's and 60's the Victory Shoe Company occupied the top 2 floors.
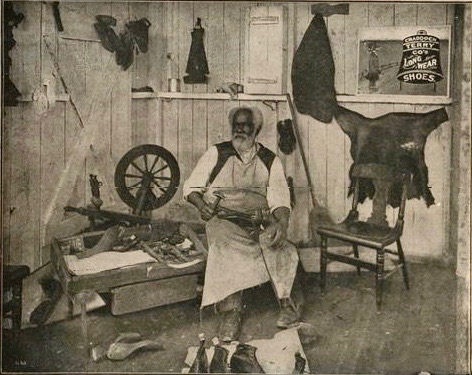
The Old Virginia Shoe Shop
Notation accompanying this picture:
"Interior view of the old Virginia Shoe Shop, Craddock - Terry's exhibit at the Jamestown Exposition. The old colored man, Alfred Leigh, was a slave belonging to Judge Thomas Leigh of Halifax Co., VA. His wife belonged to Dr. Charles Craddock, the father of the Craddocks of the Craddock - Terry Co.who are the largest shoe manufacturers in the South, with three large factories in Lynchburg, VA., in which they manufacture the celebrated "Longwear Shoes"
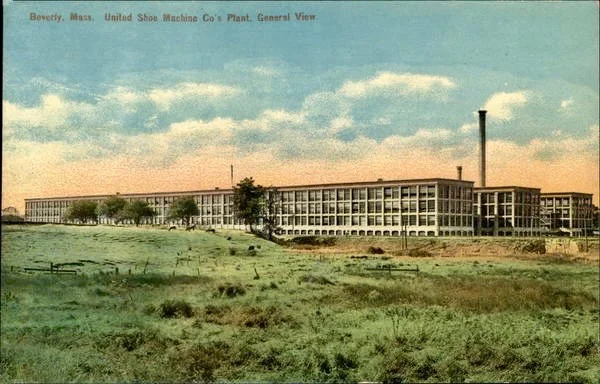
United Shoe Machine Company's main manufacturing plant in Beverly, MA
United Shoe Machinery Headquarters in Boston, MA
Headquarters of the United Shoe Machinery Corporation, located at 140 Federal Street in Boston, MA. At the time of its opening it was the tallest office building in Massachusetts at 300 feet, containing 5,300,000 cubic feet and about 307,000 feet of useable floor space. 11 high speed elevators provided transportation for the population of 3000.

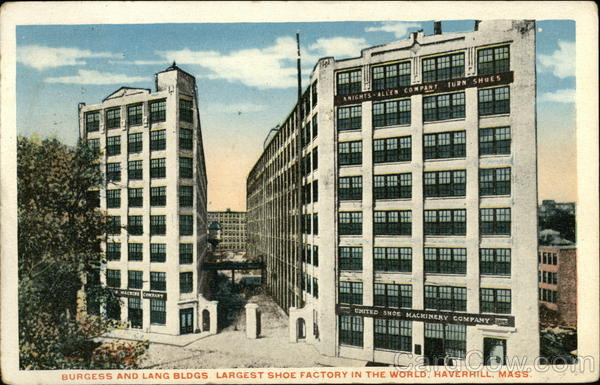
United Shoe Machinery office in Haverhill, MA
The United Shoe Machinery office in Haverhill, MA was located in the Burgess and Lang buildings.
Burgess and Lang facility was the largest shoe factory in the world, at that time.
Types of Shoes
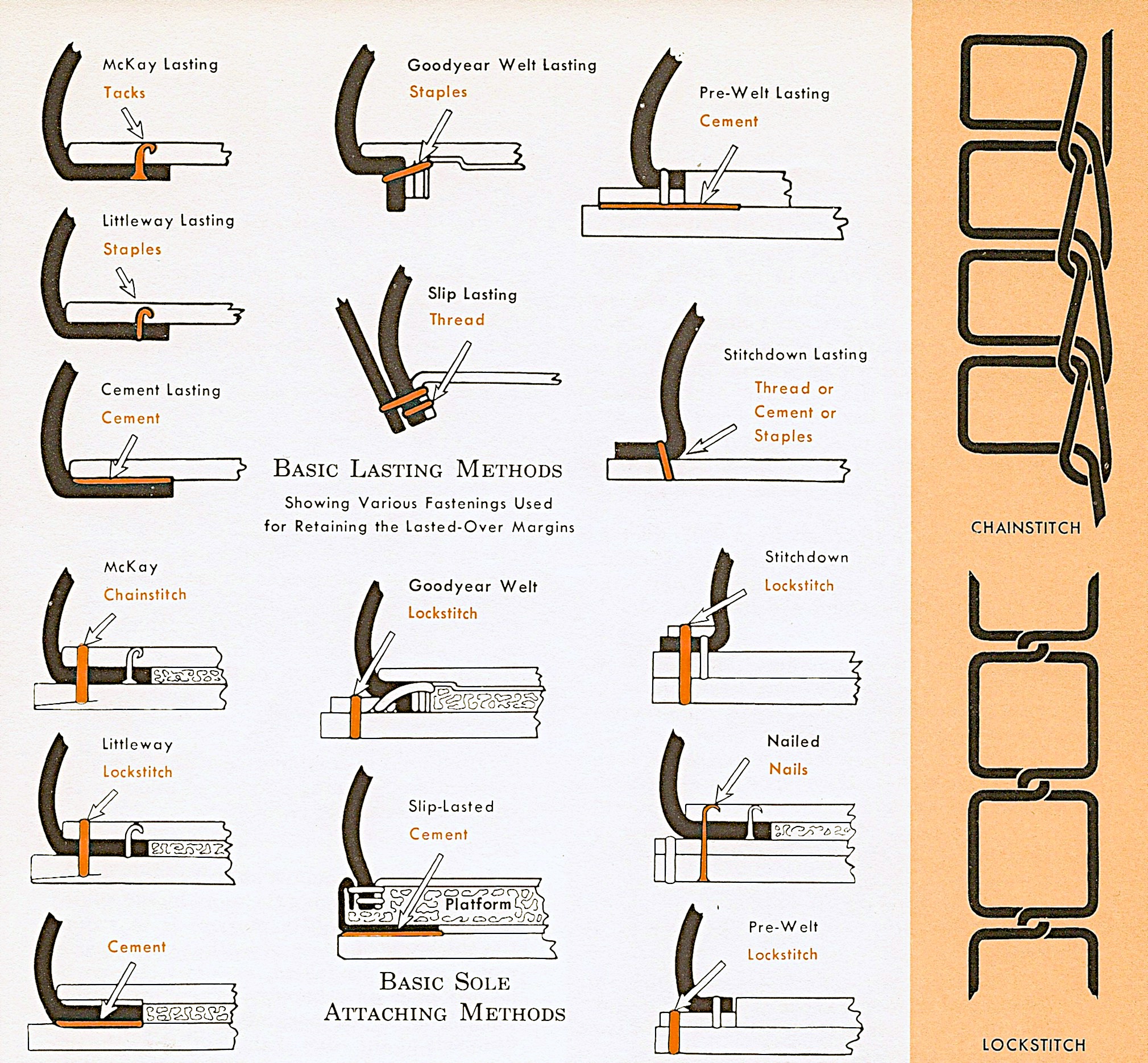
Over the years shoes have been divided into three basic groups, based upon the method of attaching the outsole to the upper.
1. Cemented Shoes
2. Nailed Shoes - rare to non-existent today.
3. Sewed Shoes
Within each of these groups are several types of shoes in which distinctly different types of forming or lasting and structure are employed. Sometimes a combination of constructions are used.
1. Cemented Shoes
a. Littleway Staple Lasted Cement Shoe- Flat Lasted
b. Tack Lasted Cement Shoe - Flat Lasted
c. Cement Lasted Cement Shoe - Flat Lasted
d. Silhouwelt and Cement Welt Shoes - Rib Lasted
e. Slip-Lasted Shoe - Force Lasted
2. Nailed Shoes
a. Nailed Shoe - Flat Lasted
3. Sewed Shoes
a. Goodyear Welt Shoe - Rib Lasted
b. Goodyear Turn Shoe - Rib and Force Lasted
c. McKay Sewed Shoe - Flat Lasted
d. McKay Welt Shoe - Flat Lasted
e. Stitchdown Shoe - Flange Lasted
f. Moccasin - Moccasin Seam Lasted
g. Littleway Lockstitch Shoe - Flat Lasted
h. Pre-Welt Shoe - Pre-Welt lasted
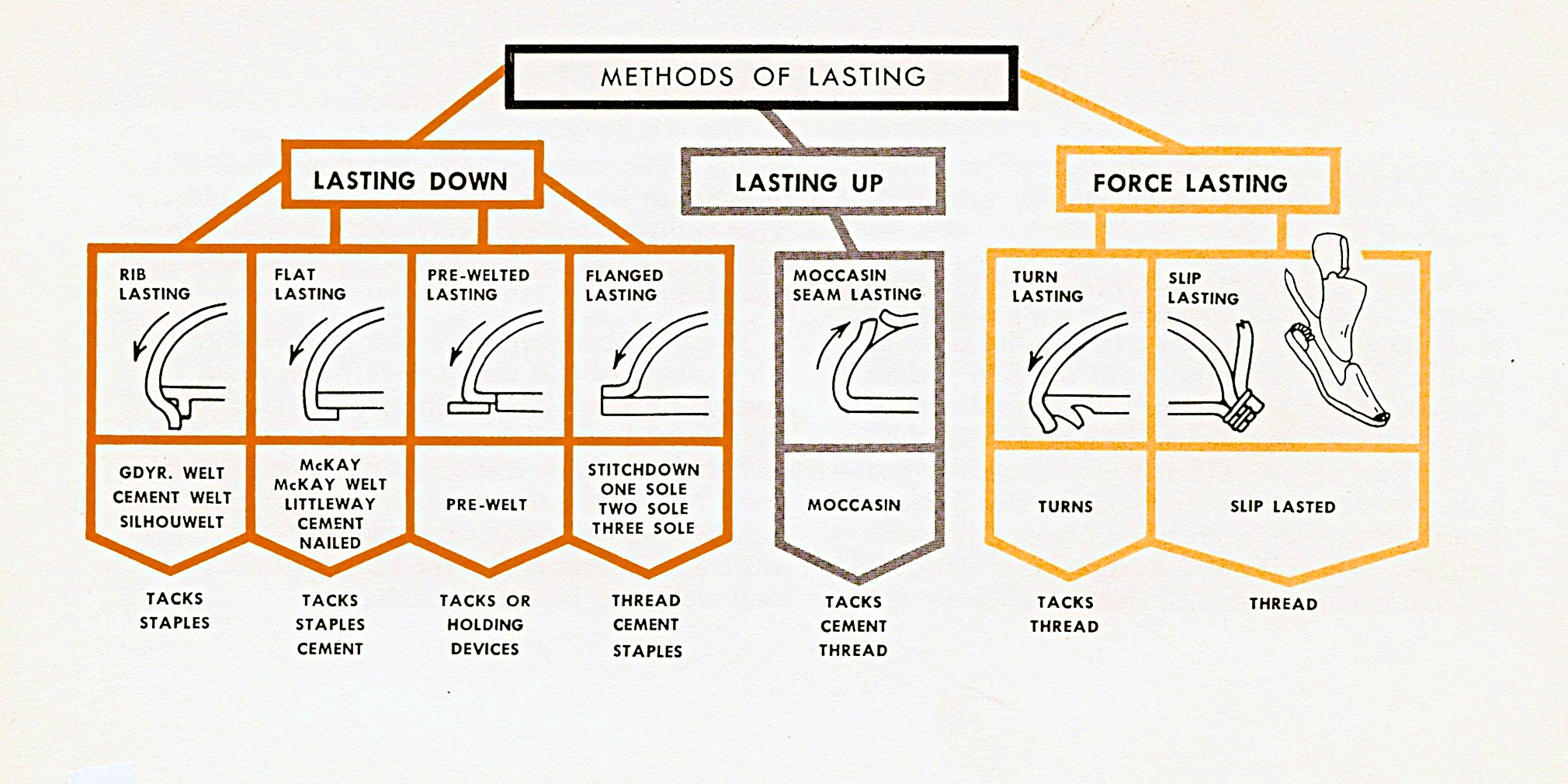
The chart below shows the Basic Lasting Methods in the upper portion and the Basic Sole Attaching Methods in the bottom half.
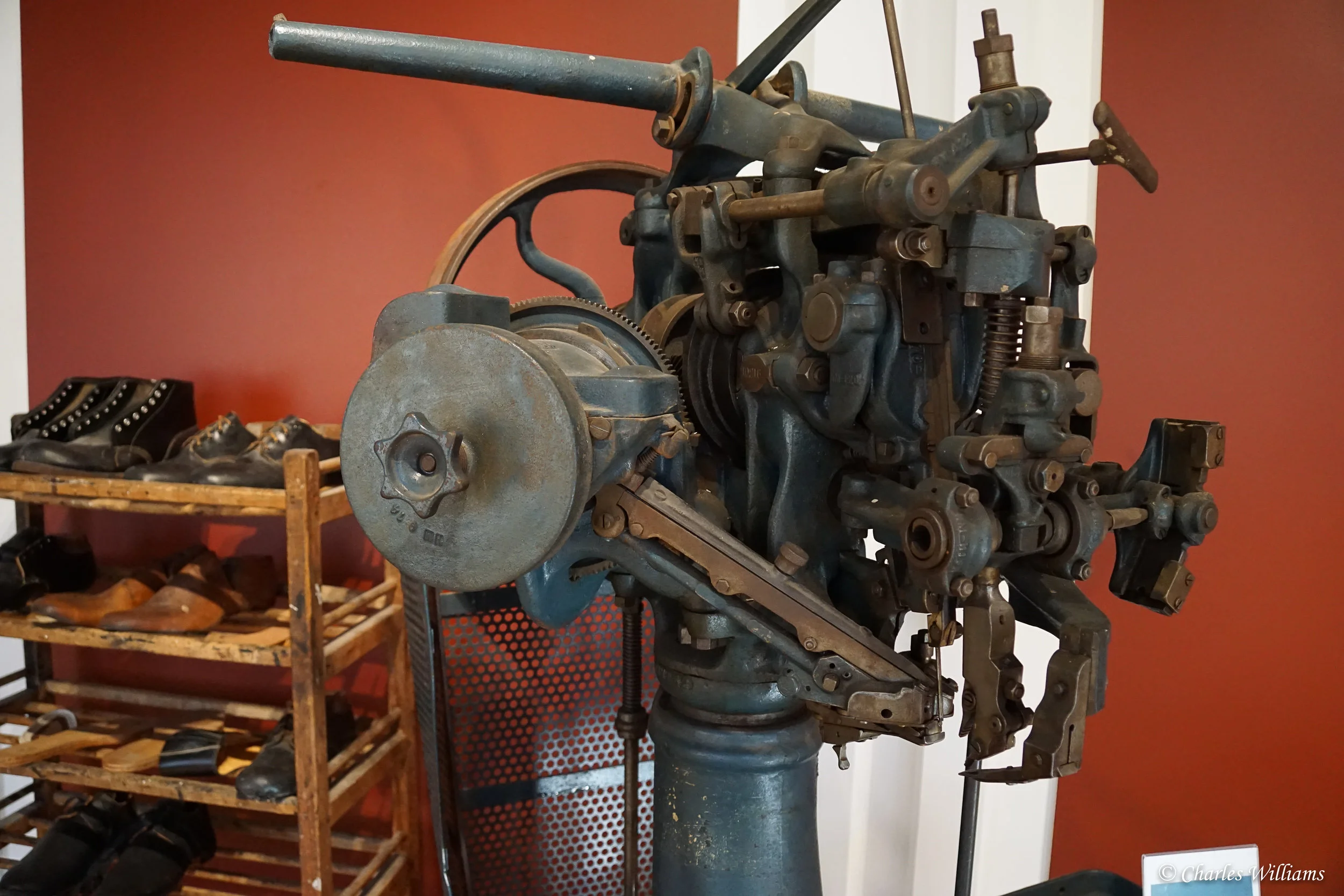
Matzeliger's Lasting Machine
Jan Earnst Matzeliger could speak only broken English and although there were many inventors and expert machinists with ample financial backing, in the 1880's, it was Matzeliger, working alone, who made the breakthrough of creating the first viable lasting machine. Working five times faster than a human laster, the device could perfectly last 700 pair of women's shoes per day. Other machines had performed parts of these operations but, Matzeliger's machine was the first to combine so many complex steps and produce a shoe indistinguishable from the hand lasted ones.

The whole Matzeliger story is interesting, not only of itself but, because it was this great invention, as developed and marketed by Sidney Winslow and George Brown, that proved a dominate factor in the formation of the United Shoe Machinery Company. In fact, throughout its development, the principle of the Hand Method Lasting Machine never changed.
Jan Matzeliger was the son of a well educated Hollander who was sent to Dutch Guiana in South America to oversee important government works. There he married a native Indian women and their son, Jan Earnst, was born in Paramaribo in 1852. Jan Earnst, at the age of ten began training in a government machine shop under his father's supervision as a machinist. His apprenticeship finished, he came to the United States, looking for opportunities, travelled about a bit and turned up in Lynn, Massachusetts at the age of 25. Though earning his living stitching shoes on the McKay machine, with his machinist's background Matzeliger was more interested in machinery than in shoes. He thought of making a turn shoe sewing machine, but, he heard the hand lasters in the shop boast that whatever else might be done by machine, nothing could ever be invented to supplant hand lasting. This was cue enough for Matzeliger.
The lonely bachelor, already in delicate health, rented a room over the West End Mission and spent his evenings mocking up out of cigar boxwood, nails and other odds and ends a model of a lasting machine which was to duplicate the actual operations of the hand laster by means of pincers and tacking mechanisms which progressively tensioned the shoe upper over the last on to the insole and tacked it there. This was 1880. The crude model and its maker were much ridiculed but, there was one offer of $50 for the idea, and Matzeliger was tempted.
Luckily, he declined and set about making a second model out of some castings and old machine parts which he bought out of his wages, forging, filing and fitting; patiently working alone. This was a real machine with a more finished appearance. He was even offered $1500, no small sum in 1880, for the device which pleated the upper around the toe. On the verge of accepting this offer, he concluded that if it was worth that much to someone else, it should be worth more to him.
A patent was issued to him in 1883 but, only after the United States Patent Office had sent a man to Lynn to study and try to understand the incredibly intricate motions of the machine and their useful purpose. A third and still better machine was patented in 1884.

To finance the further development and production of the Lasting Machine, the Union Lasting Machine Company was formed in 1884, which became the Hand Method Power Lasting Machine Company in 1885 and the Consolidated Hand Method Lasting Machine Company in 1887. Sidney W. Winslow bought stock in the new enterprise and hired experts to assist Matzeliger. It was this Consolidated Hand Method Lasting Machine Company that commanded the highest per share price of the forty companies forming the United Shoe Machinery Company.
Matseliger went on working, as he was able, on improvements to his machine and development of a tack delivery system until his death in 1889 from tuberculosis, just shy of his 37 birthday. He received 5 patents, 3 of them posthumously.

His creation has lived long after him, not only in thousands of his lasting machines operated around the world but, in 1904 the North Congregational Church of Lynn, ceremonially burned it's mortgage, discharged by sale of United Shoe stock acquired in exchange for Hand Method stock bequeathed to them by Matzeliger.
Good as it was, the Hand Method Lasting Machine did not get to market without trouble. The hand lasters in Lynn resented it fearing for their livelihood. In those days such resentment frequently expressed itself in direct action sometimes with violence. The laster had a formidable organization and they considered themselves the aristocracy of the shoe factory. There was a series of pitched battles with some manufacturers being driven out of Lynn and some out of business. In the end, the hand laster learned to run the machines, which really made their work easier and more productive, and peace was restored.

Matzeliger's double memorial stones in Lynn, Massachusetts
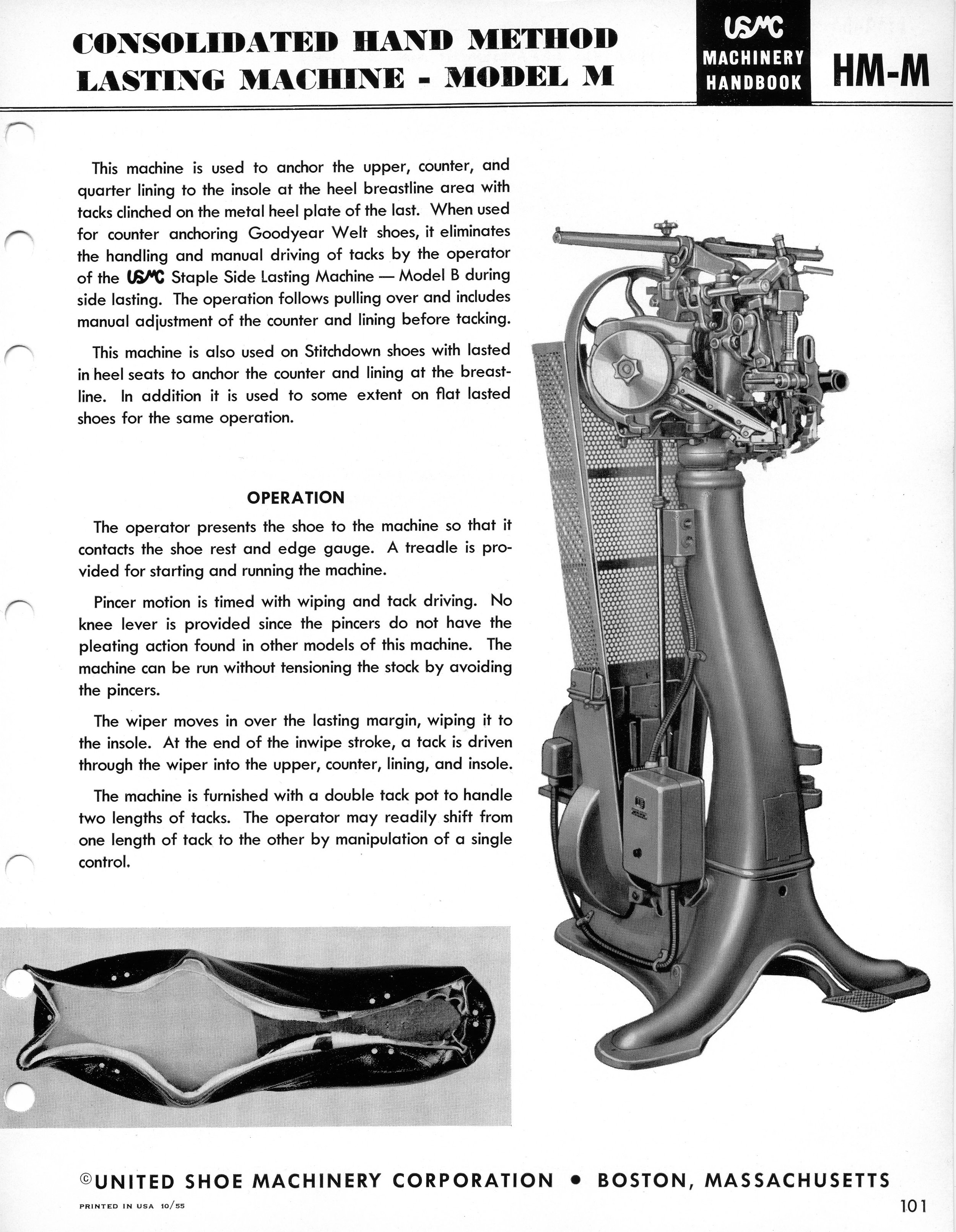
1955 USMC catalog page
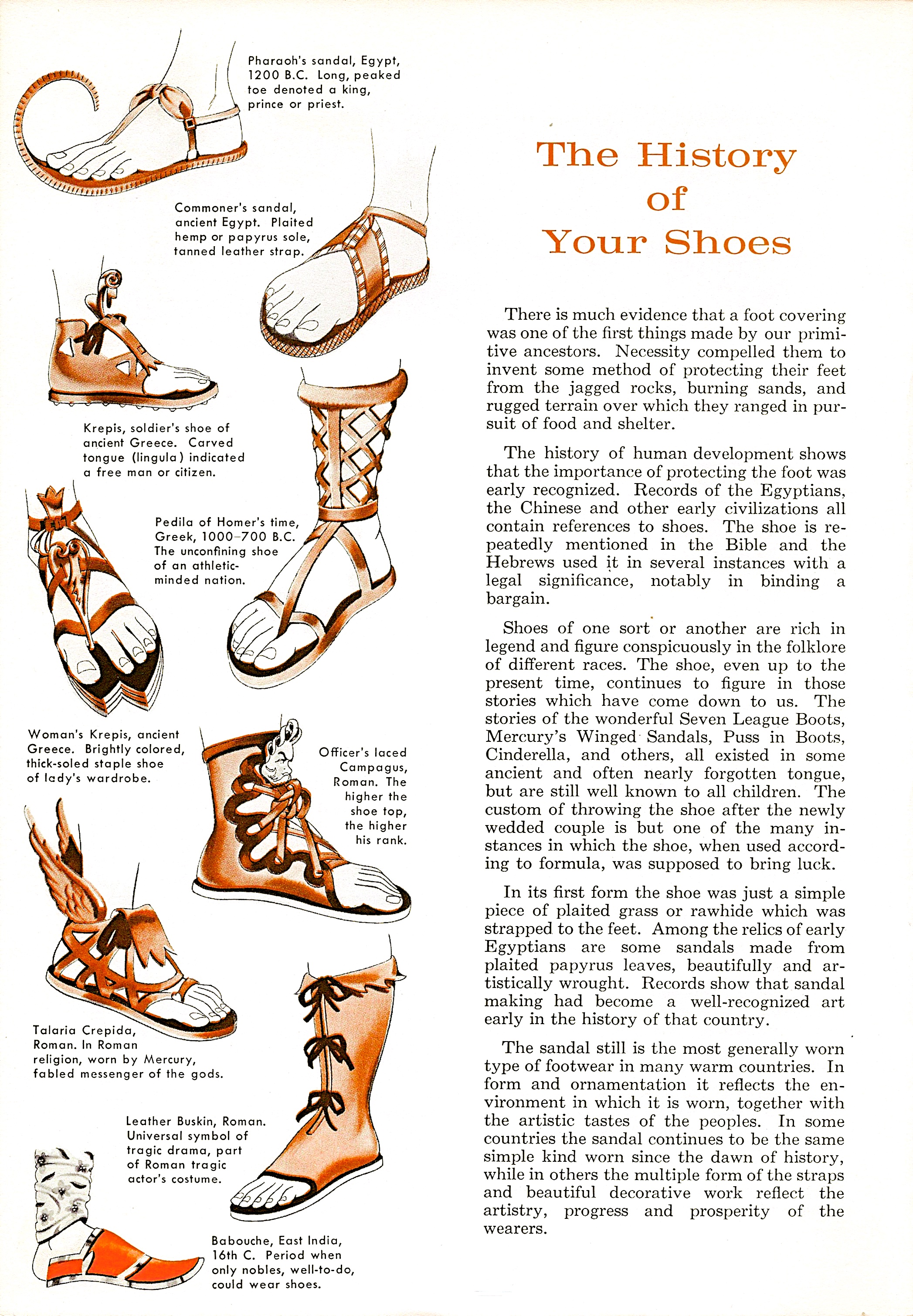
History of Shoes
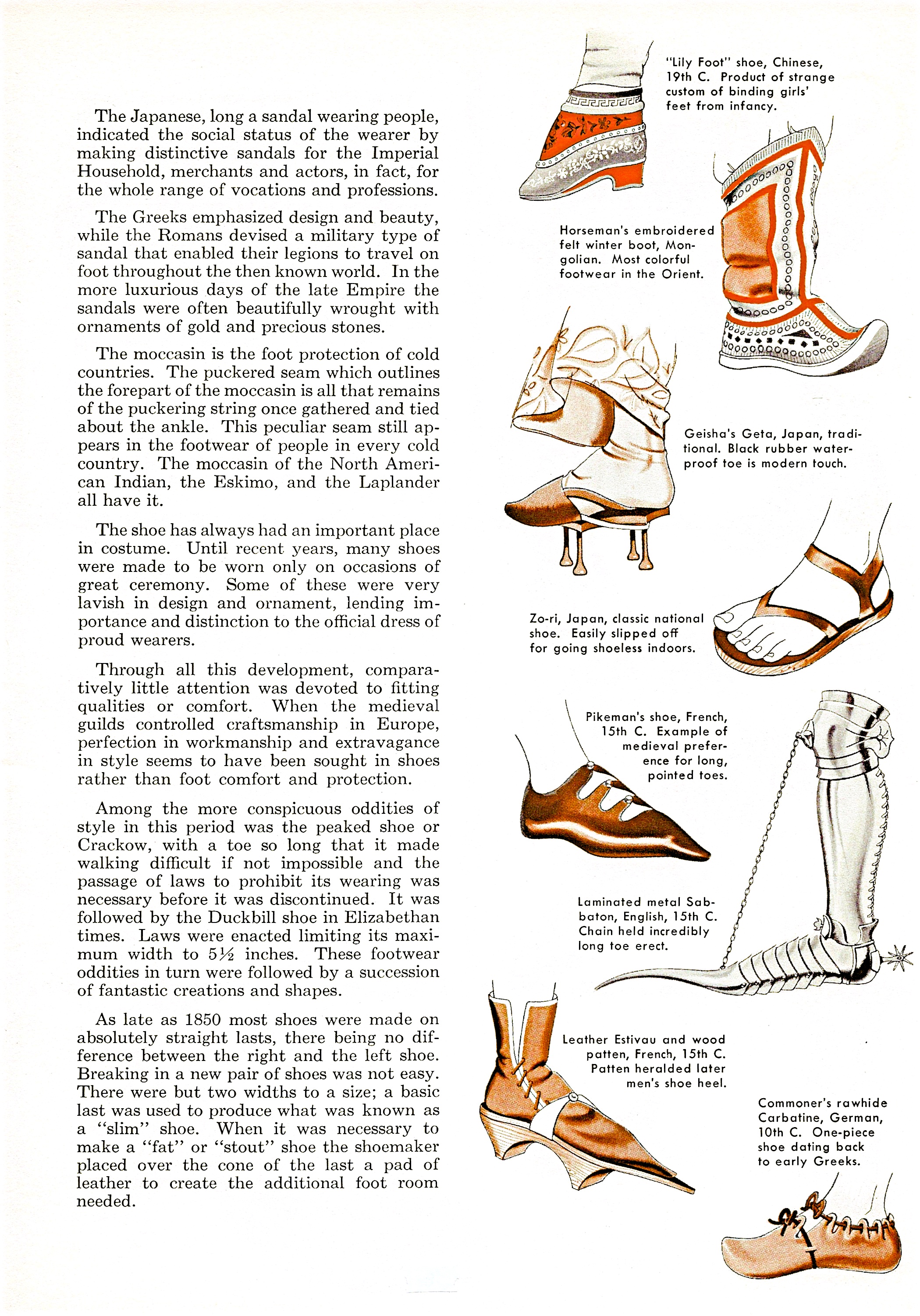
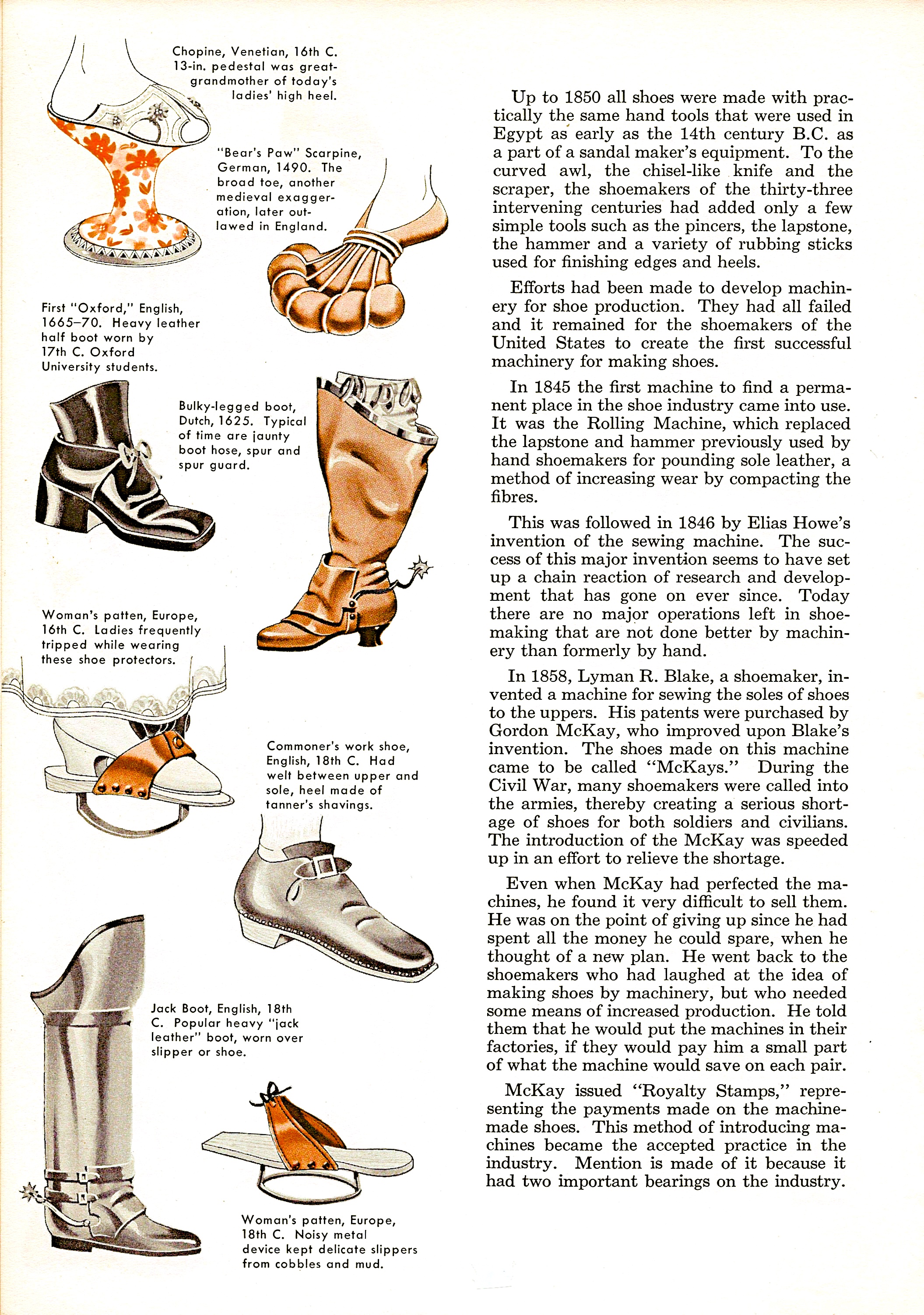
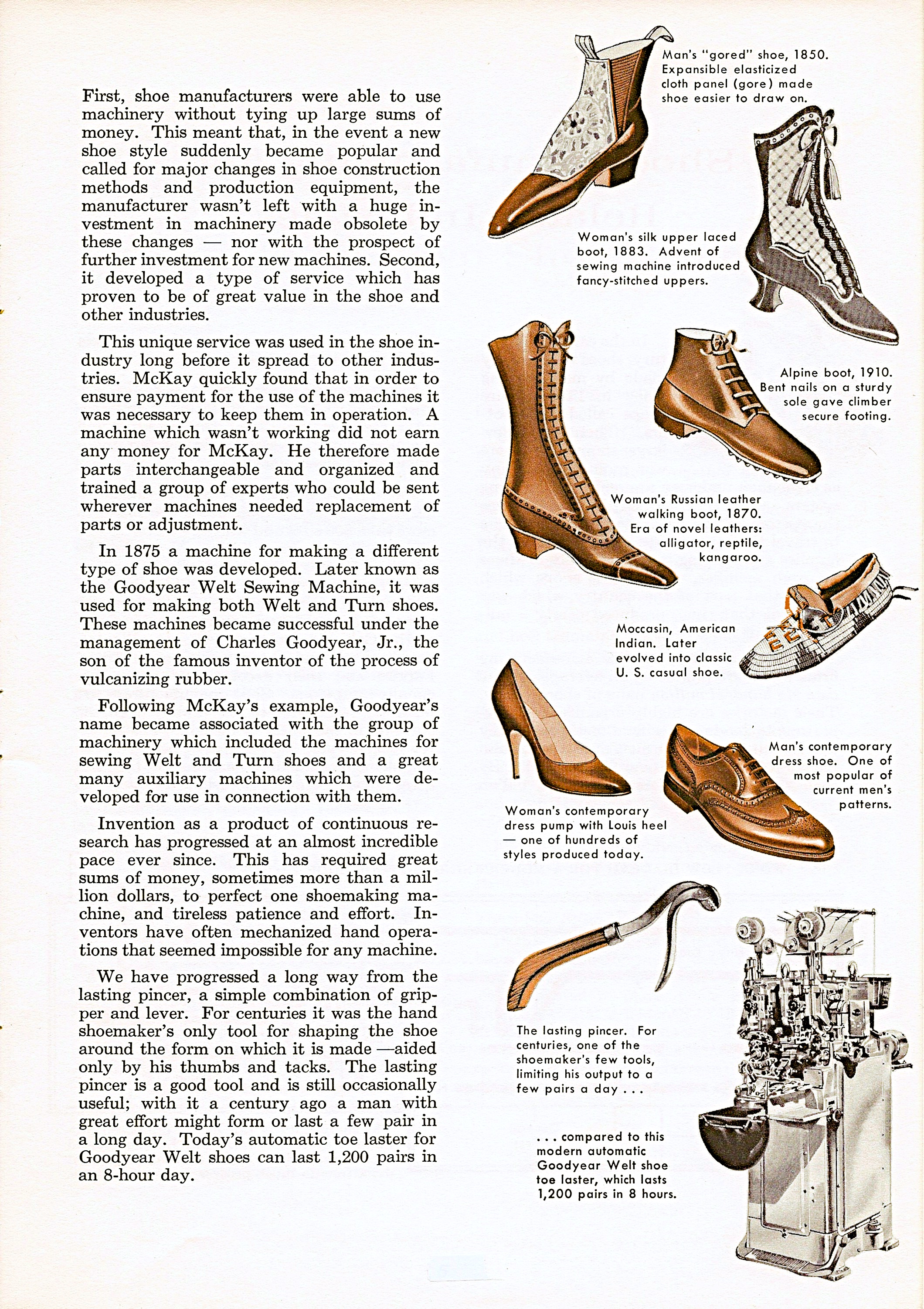
Source: United Shoe Machinery Corporation
Shoe Sizes
American Shoe Sizes
Read MorePlymouth, MA Shoe Factory
The Frederick Jones Shoe Factory of Plymouth, Massachusetts, shown in this 1850s engraving, was, by 1860, one of 1,354 shoe manufactories in Massachusetts. Across New England, the shoe industry employed more than 62,000 people that year.
Read MoreRegal Shoe Company Poster
Poster published by the Regal Shoe Company of Whitman, Massachusetts. Note they even made shoes in quarter sizes.

Wire Brush Operating Hints

Wire brushes from United Global Supply are pre-sharpened as part of the manufacturing process, to insure proper balance. The arrows on the hub indicate the direction of rotation when the brush is first installed . After initial period of use, reversing the brush on the shaft, periodically, will tend to resharpen the tips , providing faster cutting and increase the life of the brush.
When resharpening a United Global wire brush - reverse the direction of rotation, using a United Global No. 78 Sharpening Stone, apply light pressure, holding the stone flat against the brush surface. Light pressure will insure that the wire tips are not overheated, causing the temper of the wire to be removed and making it difficult to maintain sharp cutting points.
USE OF FLANGES
The use of graduated flanges is recommended for maximum brush life. Use the largest flange possible to reduce excessive flexing of the wires., reducing flange diameters as the brush wears. The rule of thumb is to have a maximum wire extension beyond the flange of 3/8" and to change to a smaller flange when 1/8" of wire is showing. United Global has a complete line of wire brush flanges. They maybe purchased in individual sets of two or complete graduated sets to fit any machine.
BRUSHING PRESSURE
Remember - The tips of a wire brush do the work. Operate the brush with the lightest pressure so, only the tips of the wire come in contact with the surface to be abraded.
If heavier pressures are used, the wires will be over flexed, resulting in a wiping action and, if this is continued, the life of the brush will be severely shortened due to wire fatigue from the wire flexing.
Apply the surface to be roughed to the face of the brushing such a way that as much of the brush face, as possible, is in full contact with the work surface. Applying the work to the side or edge of the brush will result in wire breakage and shortened brush life.
WIRE BRUSH SAFETY RULES
Read and observe the "Power Brush Safety Requirements" insert that is packed with each United Global Supply wire brush.
ALWAYS USE REQUIRED EYE PROTECTION WHEN USING WIRE BRUSHES.
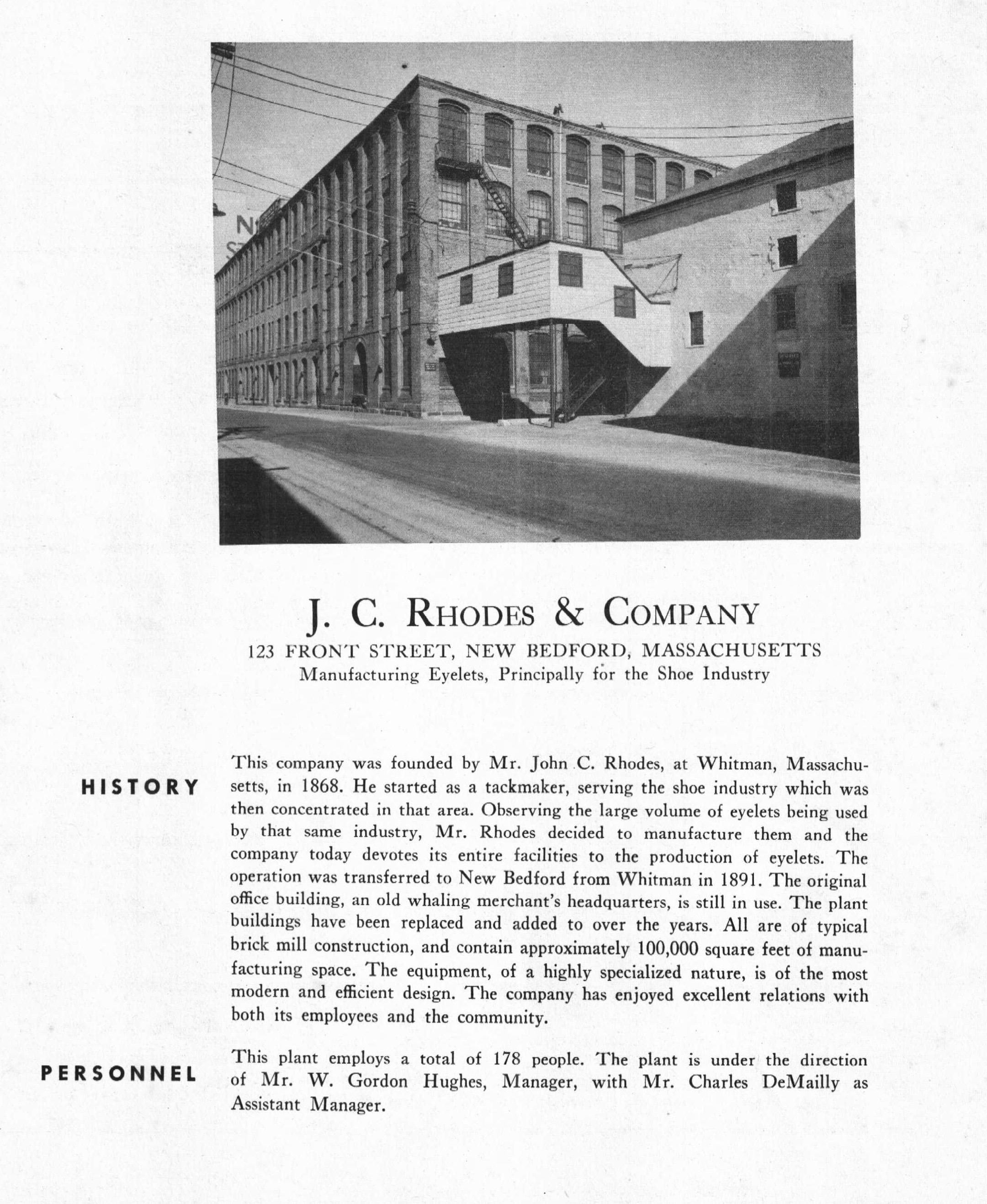
J.C. Rhodes Company
The Making of a Rhodes Eyelet
Read MoreW.W. Cross Company
The W.W. Cross Company was founded in Brockton, Mass in 1869. It flourished there well past the turn of the century, playing a vital roll in the burgeoning shoe industry which was so central to the New England economy through those years. It is the story of two W.W.s and two towns, Brockton, Mass and Jaffrey, NH.
Brockton must have been an exciting place to live one hundred and fifty years ago, when William W. Cross was founding the company which bore his name throughout it's history.
Brockton was a small New England town on the move. North Bridgewater, as it was called then, was very soon to become the fastest growing city in Massachusetts and the shoe capital of the world.
And 36 year old William W. Cross was one of the adventurous businessmen who was its driving force.
The tack factory was but one of his endeavors. He became vice president of the Brockton National Bank. He was a founder, the first president and the largest individual stockholder of the Brockton Street Railway Company. He went from business and banking into real estate, developing his own land to create housing for the fast growing city. And he was general manager of the Brockton City Theater.
A native of Brockton, born in 1833, he moved to Palmer, Massachusetts, as a young man and ran a dry goods business there for 14 years before going home to put his roots down once again in Brockton.
He bought a going business in 1869. That was the year the transcontinental railroad was connected by driving a golden spike at Promontory, Utah, to mark the junction of the Central Pacific and Union Pacific railroads. It was one year after President Andrew Johnson was acquitted in, at that time, the nation's one and only impeachment trial. It was two years before Mrs. O'Leary's cow kicked over a lantern and started the fire that destroyed the heart of Chicago.
The going business which W.W. Cross bought in 1869 already had a history, and an early account of Brockton recounts it as follows. " About the year 1790," the history recounts, "Benjamin Silvester built a mill on the Salisbury River, near the residence of Galen Packard, for a fulling mill. He sold his interest to his brother, Seth Silvester, who was succeeded by John Wales, who established a carding mill.
" Mr. Ephraim Cole bought the privilege of Mr. Wales and continued until 1825, when he sold out to Galen Packard, who soon commenced manufacturing ship spikes, nails, and all kinds of ship work, using a trip hammer."
Brockton had yet to take its place as the shoe capital, you see, so tacks go back even farther in the W.W. Cross background than does the shoe industry.
Packard's nails went into the ships which sailed from New England all over the world.
"Mr. Packard sold out to Jefferson Bisbee," the old history continues, "who came from Canton, Mass., and began to manufacture hay and manure forks. Benjamin F. Wheeler afterward purchased the works and manufactured small nails, tacks, shoe nails, and carpet tacks. Benjamin Franklin Kingman succeeded Mr. Wheeler, since which time William W. Cross has enlarged the works and is doing a successful business."
W.W. Cross, at the age of 36, with fourteen years experience in dry goods, obviously had vision. He must have seen what shoes were going to do for Brockton. and Benjamin Wheeler's modest beginning obviously made it clear that a city couldn't make shoes without tacks.
The Brockton Souvenir, a promotional piece published around 1900, touches briefly on what William Cross did with Benjamin Wheeler's fledging enterprise. " When Cross became proprietor of the business, in 1869, the factory building was only 60 feet in length and but 13 machines were operated. since that time two 30 foot extensions have been added to the building, making it 120 feet long, and other machines have been added until now there are 52 machines in operation, and the factory is run to its fullest capacity every working day of the year. the latest improved machinery is used, and twenty-five hands are employed."
It was about this time that steam power came to Brockton, as it came to New England and to the world. The first Cross factory was built on a natural site, where water power was available, but water power had its limitations.
The official City History of Brockton, a thick book, recalls that an early sawmill on the site was driven by water. " We should judge this mill was of small power," the official history qualifies, "As it was related of a man who was passing the works on his way from Bridgewater to Boston ( a journey of two or three days) as he passed, the saw was going up and when he returned , it was just coming down. " the steam engine speeded things up considerably.
In 1878, Mr. Cross took his son, Mr. W.B. Cross, into the firm," according to the Brockton Souvenir. " The younger Mr. Cross now devotes his entire time to the business of the concern, the elder Mr. Cross being thus enabled to give his attention to his other large financial and business interests."
The company had broadened its line substantially by 1900. "The product of the factory consists of extra-quality shoe, carriage, carpet, card, brush, lace and gimp tacks; Swedes, charcoal and American iron shoe nails, cigar-box and Hungarian and /channel nails; also improved patent brads.
"The firm has perfected machinery for making patent insulating saddle staples, for electrical wiring. These staples are patented in America and Europe, and have just been placed on the market. "
W.W. Cross's ingenuity made it possible to succeed, Brockton's success made it possible to flourish.
The city multiplied in a manner that has seldom been matched since. In 1865, the now prosperous city of Brockton was a quiet, country village, known as North Bridgewater, with a population of a little over 6000 people. Five years latter, in 1870, it had increased to 8007; in 1875 to 10,578; in 1880, to 13,608; in 1885, to 20,783 and in 1890, to 27,294. By this showing, it can be seen that the population increased 100 percent between the years 1880 and 1890. the city was valued at $6,876,427 in 1881. It had exploded to $17,495,602 in 1890 and again, to $31,895,728 in 1904.
It was only one of three cities in Massachusetts producing more then $5,000,000 a year in manufactured goods in 1904. The other two were Haverhill and Lynn, both shoe cities.
The high water mark in the shoe industry came in 1901, when 629,413 cases of shoes were made and shipped.
With all these powerful forces acting to shape the destiny of W.W. Cross, it was a simpler one, a commoner one, that ultimately, made itself felt.
The official City History of Brockton devotes an entire chapter to fire, that elemental force. Fires in Brockton are listed by dates. And three simple entries in that chapter are of significance to the Cross Company.
- "1866, October 10. the shoe tool manufactory belonging to Wilbur Webster of Salisbury Heights destroyed by fire."
- "1973, April 23. Fire at the tack factory of William B. Cross, Esq. on Pleasant Street. Loss small. "
- "1893, July 17. Fire in the tack factory owned and occupied by Williams W. Cross of Pleasant Street. Loss $16,767.76."
Wilbur Webster, whose "manufactory" was destroyed by fire three years before W.W. Cross founded his firm, pulled up stakes in Brockton not many years later and moved to Jaffrey, NH.
Cross's firm, which later suffered such a heavy loss in 1893, was eventually to follow.
The firm absorbed, over the years, tack factories in Braintree, Dighton, Kingston, Raynham, Rockland, South Hanover and Worcester, Massachusetts; in St. Louis, Missouri and Chicago, Illinois.
---------------------------------------------------
Now it is time to turn to the other tackmaking W.W. whose lifeline intertwines with William W. Cross'
Wilbur Webster was born in Appleton, Maine, on September 19, 1839. He had ancestors in common with the great Daniel Webster, and he was of New Hampshire stock, but he was the first of his line to live in Jaffrey.
He went from Maine to Cuba, where he was an engineer in charge of production at a sugar mill. He was still a young man when he returned to his homeland and, coincidently, to Brockton, then North Bridgewater, Mass.
He, too, founded a manufacturing firm in Brockton in the 1860's, but it had nothing to do with tacks.
The history books do not say, so far as we've been able to determine, whether the two WW's knew each other in the vibrant town of North Bridgewater where they were both young men. It was a small town, though, and both men were ambitious, so they must have been acquainted.
W.W. Cross was six years the older. He was born in Brockton. But, he may have been living in Palmer, Mass., when Wilbur Webster returned from Cuba to settle down for a few years in Brockton. Cross ran a dry goods business in Palmer until he sold it and bought a going tack factory in 1869, at which time Webster had already set himself up in business.
Wilbur Webster's first company made cutlery for the shoe industry, and his first factory was destroyed by fire on October 10, 1866, when Cross was still in Palmer. He rebuilt, apparently, because he kept at the cutlery trade. And in 1873 he moved his company to Jaffrey, New Hampshire.
It was not until the year 1897 that tacks were first made in Jaffrey. Webster sold his cutlery works to the C.J. Kimball Company of Bennington in 1894, and together with a skilled mechanic named Chester M. Jackson went to work on the fine points of the product to which W.W. Cross had turned 25 years before.
He founded the Granite State Tack Company in his former cutlery mill on an early industrial site. More recently, we have known the site as the Charles LeTourneau woodworking plant, but it had been the old Foster Fulling Mill and latter became the sawmill of August St. Pierre. And thus, another "coincidence". W.W. Cross's original factory in Brockton also stood on what had once been the site of an early fulling mill.
Wilbur Webster's older brother, William T. Webster, who had come here with him in 1873 and had been associated in the cutlery works, died on April 7, 1895, as the result of injuries received apparently during the plants transition from cutlery to tacks. He was known, too, as an expert mechanic and a fine workman, and his hobby was making violins.
The Granite State Tack Company prospered and eventually its leading customer became the United Shoe Machinery Corporation of Boston, Mass, which played such a significant role in the growth of Brockton, and which eventually acquired the firm which had been founded by W.W. Cross.
The original Jaffrey tack factory, at the corner of Cross Street and Old Peterborough Road was destroyed by fire on July 20, 1915, and that was the turning point.
Granite State had been successful. Jaffrey people had built up a substantial know how in the making of tacks. Obviously the company should be continued. United Shoe Machinery considered acquiring it and moving it down to the shoe region around Brockton, but, the roots were deep in Jaffrey.
It was at this point that Jaffrey people first counted their blessings and saw fully what the tack industry meant to the town. They pooled their resources, built a plant of concrete with 21,000 square feet of manufacturing space, a capacity for 80 machines, and offered a ten year tax incentive.
It was enough to turn the tide. The company stayed. The plant was ready to produce tacks again in 1916, with the latest electrically driven machines. The new tack factory was immediately successful, the local investment being returned in three years.
United Shoe Machinery Corporation bought the Granite State Tack Company in 1920, and in 1932 brought the W.W. Cross Company, in its entirety, to Jaffrey from Brockton.
Wilbur Webster's career as a tackmaker was short lived. He died in July of 1905, ten years after his older brother and eight years after Granite State began producing tacks.
His widow, the former Elizabeth Hamilton, a native of Brockton, lived here until the new factory was built and operational. she died in Jaffrey in April of 1916, a month before her granddaughter was born.
When Wilbur Webster retired in 1903 his son, Wilbur E. Webster took the helm.
It was their son, Wilbur E. (born in Jaffrey four years after his parents, his mother then 23, moved to Jaffrey) who nurtured the firm, guided it through the formative years to maturity.
--------------------------------------------------
In 1957 USM Corporation was being dismantled by the United States Justice Department for having a monopoly.
This turned out to be the undoing of the American Shoe Industry and the many allied industries that supported it. Without the vast research investment of United Shoe Machinery Corporation it wasn't long before the North American shoe industry fell behind other countries.
As part of the court mandated solution, USM sold the W.W. Cross Co., J.C. Rhodes Co and a shoemaking supply business to the Plymouth Cordage Company of Plymouth, MA. The companies were operated as a division of the Plymouth Cordage Co. known as Plymouth Cordage Industries or more commonly, PCI.
From a series of articles written by Richard Noyes for the The Monadnock Ledger on the occasion of the 100th anniversary of the W.W. Cross Company, a Division of Plymouth Cordage Industries.
Historical information from John Morton, former Plant Manager of W.W. Cross Co. and Charles Williams, Vice President Sales and Marketing - Footwear Products, PCI
Edited by Charles Williams
Perkins' Tack Making Machinery
The first machine to make tacks successfully in this country was designed and built by Thomas Blanchard about 1806. He worked for six years on his invention before it was finally perfected. Previous to the date of his patent, 1812, tacks were handmade by a slow and tedious process.
So well did the inventor design his machine that the original invention remained practically the same throughout it's production life. the one outstanding change is that instead of being fed by hand, machines are fed automatically. One operator now attends a large number of machines.
The tack plate from which tacks are made is a soft steel which comes in sheets from twelve to forty inches wide and thirty-six inches long. the tacks are made by slicing or shearing wedge-shaped pieces from the end of the strips of tack plate chopped from these sheets.
In tack making, these sheets are first pickled in hot sulphuric acid, washed in cold water, then dipped in boiling lime water, and finally dried on steam coils. The coating of lime neutralizes the acid, makes it easier to hold the material in place while cutting and upsetting, and also seems to act as a lubricant to the cutting tools, thereby greatly increasing their life.
After the plate is pickled, it is cut up in a chopper into strips slightly wider than the length of the tack to be made. It is impossible to cut strips unto the limit of the width of the sheet. This means that a strip of odd size is left over at the end. These end strips are not wasted as they are gathered together and with the use of a side stripper attachment, they are cut up into narrow pieces for use in the making of smaller sizes of tacks.
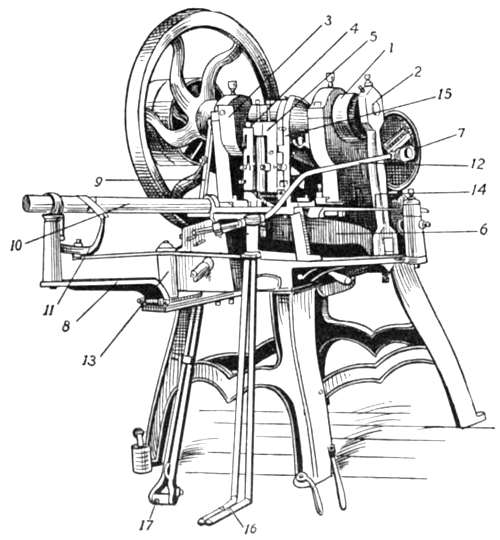
Blanchard Tack Machine as produced by the Henry Perkins Company
The narrow strips of tack plate, thirty-six inches long and of a width determined by the length of the tack, are fed into the tack-making machine.
Tacks, after cutting, are sifted to remove slivers, after which they are polished, blued or plated as may be desired before packing.
The majority of machines for making tacks and auxiliary equipment were made by the Henry Perkins Company of Bridgewater, MA.
The above information courtesy of the Henry Perkins Company.